KGPY型线材盘卷抛丸清理机性能简介
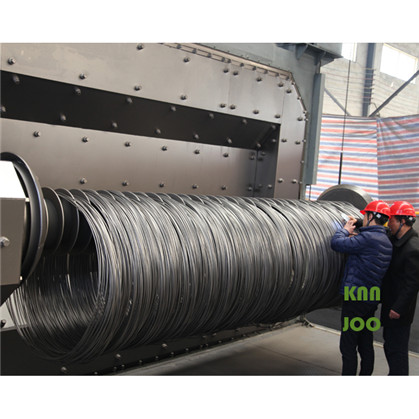
本机抛丸器利用国外先进技术制造的抛丸器(日本技术),抛出的六股高速强力弹流束,击打快速移动的线材盘圆周表,去除其上的锈层与氧化皮,使之获得洁净金属表面,用来取代使用酸洗去除氧化皮的传统工艺。清理后的表面无氧化铁皮残存, 达到A-B sa2-2.5等级。
本机是金属制品,制造业用于线材表面氧化皮处理的最佳适宜的机型。


主要技术参数
1、清理工件范围:轴承钢、合金弹簧钢、不锈钢等
线材直径 φ5—φ40mm
自转速度 8r/min(变频调速)
盘卷重量 5~10mm ≤1T;10~30 ≥2.5T
盘卷直径 φ1000~φ1400mm
2、料臂:数量 2条
长度 3800mm、4200mm、5000mm
功率 2×1.5kw
3、抛丸器(日本技术)
抛丸量 6×320kg/min
功率 6×37kW(变频调速)
4、提升机
提升量 70t/h/台
功率 2×4kw
5、分离器
分离量 70t/h/台
分离区风速 4—5m/s
功率 2×2.2kw
6、下螺旋输送器
输送量 70t/h/台
功率 2×5.5kw
7、弹丸
粒度 φ0.2—φ0.4mm
材质 铸钢丸或钢丝切丸
初次弹丸装入量 约8000kg
8、输丸系统 气动控制,闸门流量手动调节
9、工作效率 10-20min(根据工件材料,氧化皮厚度不同有所不同)
10、除尘系统
型号 QUDC209PR25
设计风量 26000m3/h
11、设备总功率
抛丸器 6×30=132kw
提升机 2×4=8kw
上螺旋输送器 2×2.2=4.4kw
下部螺旋输送器 2×5.5=11kw
风机 37kw
卸尘阀 0.55kw
总计 约186kw
12、机器尺寸
清理室尺寸(长×宽×高) 6950×3740×6500mm(不包括除尘,根据料臂长度不同有所调整)
地下深度 1300mm
主要结构特点
清理室结构是由计算机控制的火焰切割机落料、打孔,通过CO2气体保护焊接,外形美观,切口无毛刺,定位准确。壳体支撑由型钢焊接,力学强度高,同时,科学的布置抛丸器的抛射角度,使钢丸的反弹呈规律状,杜绝了钢丸的飞出。室内全部采用10mm厚新型瑞典耐磨板作为防护板,抛丸器直射部位另外安装一层铸造Mn13,双层防护。
抛丸器引进日本先进的技术研制的XDZY30型抛丸器,此抛丸器特点是:
弹丸利用率高,投射能力和投射分布均匀,抛丸器可以正反转两个方向工作,而且都具备完全同等的抛丸能力。叶片也可以正反两个面使用,一面磨损后可更换到另一面,这样就大大延长定向套和叶片的使用寿命。每个抛丸器都配有变频器,可以对抛丸力度实时调整。
料臂由无缝钢管焊接后整体加工而成,经过特殊的热处理手段,使得料臂又有良好的强度、韧度。
机械门与清理室之间采用多层耐磨橡胶帘作为密封,同时采用独特的结构设计,杜绝钢丸的飞溅,同时能够延长橡胶帘的使用寿命。
此外,设备相比于进口设备做了一些创新改进,确保抛丸后工件表面质量的要素有:抛丸时弹丸击打材料表面的力度,工件运行的速度,抛丸时投射的弹丸量,弹丸的形状、大小、材质。
此机型的抛丸器、料臂全部采用变频调速,可以通过控制面板的触摸屏实时控制弹丸的击打力度、料臂的旋转速度,确保工件无死角,无阴阳面。每一个抛丸器流丸管路上都安装有弹丸流量控制阀,可以根据清理工件的材质等对每一个抛丸器投射的弹丸量进行控制,确保每一个抛丸器得到的弹丸流量稳定均匀。另外,设备上配备的是满流幕式分离器,可以充分的将不合格的弹丸分离出来,从而保证投射弹丸形状、大小、材质均匀。
清理时需要将打包的盘卷均匀的散开,放置在设备的料臂上,对于直径较小的盘卷,由于散开后表面积较大,放在料臂上可能会出现线材叠加的情况,这样就需增加清理的时间,为了提高生产效率,也可考虑增加料臂的长度或将盘卷分盘,分多次清理。
设备的生产周期为三个月。